![]()
表面粗さとは
機械加工や射出成形でできた部品の表面には、目に見えない微細な凹凸ができています。
私たちが測定する「表面粗さ」とは、その表面状態について、
機能性を考慮して定められた規格です。
機能性とは、その加工面が果たす役割にまつわるものです。
気密性が重要になってくるシリンダはRa(算術平均高さ)
摩擦力が重要になってくるクラッチやノックピンはRy(最大高さ)
接着性が重要になってくるメッキ下地はRz(十点平均粗さ JIS94)など。
このように、「表面粗さ」と一口にいっても、機能性によって測定する『パラメータ』は違ってきます。
また、定められる数値も機能性によって変わります。
数値を小さくし、より滑らかに設定するのが常に一番かと思えばそうではなく、
「表面粗さ」は機能性とコストを考慮して設定されるものです。
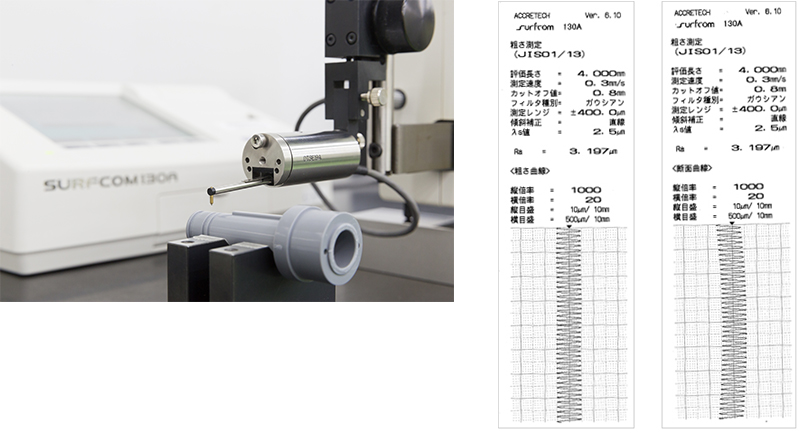
【接触】表面粗さ測定
〜 測定単位μm(マイクロメートル)、表面の微細な形状変化(粗さ)を捉える! 〜
表面粗さ測定機『SURFCOM130A』は測定子で試料の表面を直接なぞり
その上下運動を読み取って微細な形状や粗さを測定します。
Ra,Rz,Ry,Sm,Sなど全部で34種の粗さ、32種のうねりパラメータを解析できます。
粗さ曲線・断面曲線などの波形データも提出可能です。
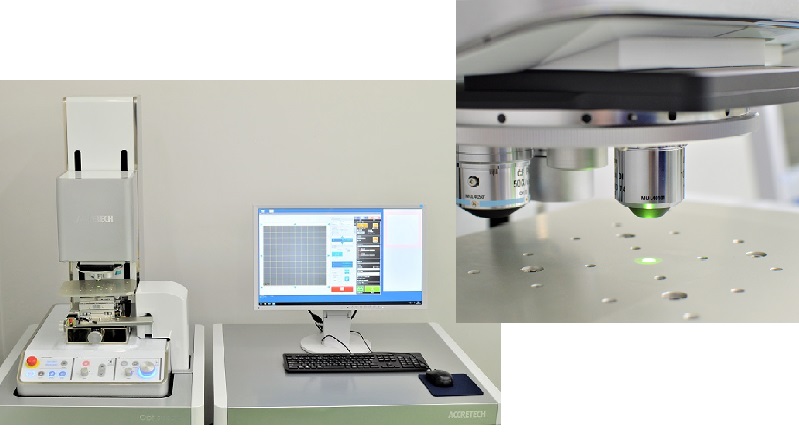
【非接触】表面粗さ測定
〜 鏡面や金型部品など測定子が触れられない場合は3D白色干渉顕微鏡で! 〜
非接触三次元表面粗さ・形状測定機『Opt-scope』は垂直方向に0.01nmと
高分解能でナノオーダーの測定ができます。
接触式の測定機では測定が難しいサブナノ表面粗さや傷つけたくない金型部品
その他、透明体、鏡面仕上げの製品にも対応が可能です。
さらに透明な膜厚を測ることもできます。
スティッチング機能を活用すれば広範囲の測定・評価も可能です。
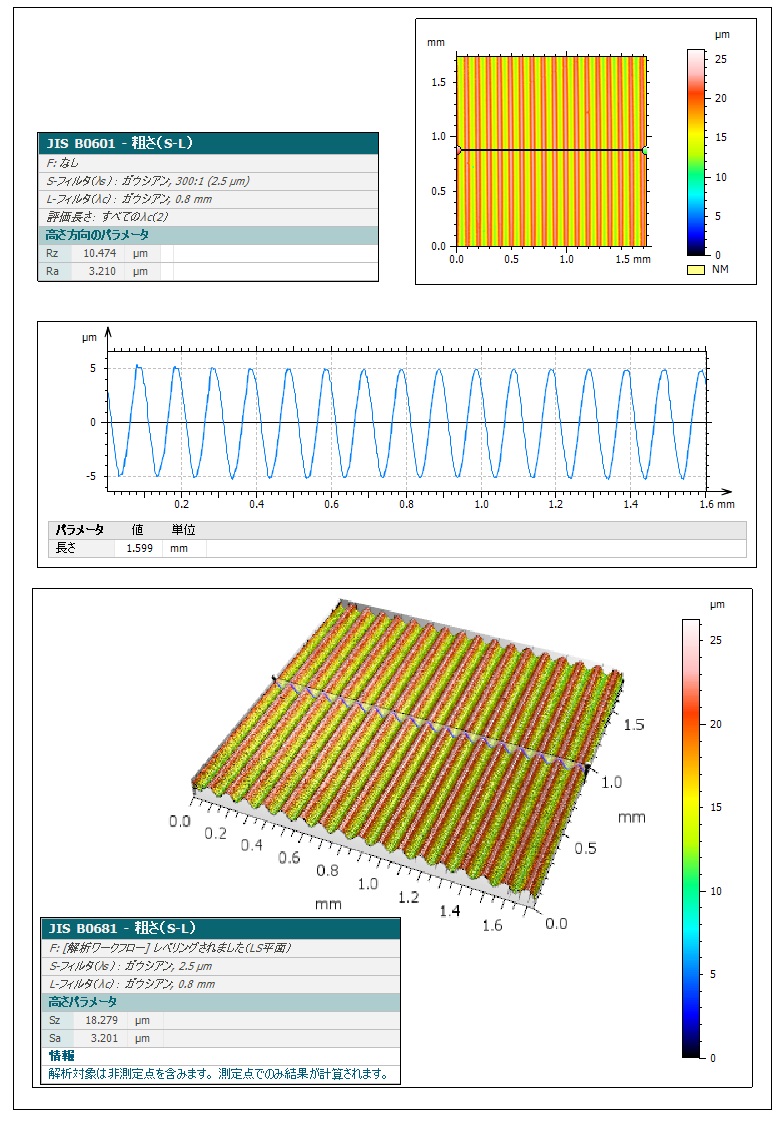
Ra・RzやSa・Szなどのパラメータの算出だけ無く
視覚的に分かりやすいカラーマップ表示でのデータ提出も出来ます。
測定用途に応じて5倍から50倍まで幅広いレンズをご用意しております。
(Opt-scopeでのレポート例)
| 粗さの区分 | 適用例 | |
|---|---|---|
| Ra | 0.025 0.05 |
精密仕上げ面 著しくコストが高くなるので、特殊機器、精密面、ゲージ類以外には使用しない。 |
| 0.1 | 非常に精密な仕上げ面 コストは非常に高く、燃料ポンプのプランジャやシリンダなどに使用される。 |
|
| 0.2 | 精密仕上げ面 水圧シリンダ内面や精密ゲージ、高速回転軸又は同軸受、メカニカルシール部などに使用される。 |
|
0.4 |
部品の機能上なめらかさを重要とする面 速い回転軸又は同軸受、重荷重面、精密歯車などに使用される。 |
|
| 0.8 | 集中荷重を受ける面、軽荷重で連続的でない軸受面 クランクピンや精密ねじなどに使用される。 |
|
| 1.6 | 良好な機械仕上げ面 軸受け挿入穴や弁と弁座の接触面、水圧シリンダなどに使用される。 |
|
| 3.2 | 中級の機械仕上げ面 高速で適当な送り良好な工具による旋削、研削で得られる。精密な基準面などの取り付け面の仕上げや軸受け挿入穴などに使用される。 |
|
| 6.3 | きわめて経済的な機械仕上げ面 急速送りの旋削、フライス、シェーバ、ドリルで得られる。一般的な基準面などの取り付け面の仕上げに使用される。 |
|
| 12.5 | 重要でない仕上げ面 他の部分と接触しない荒仕上げ面などに使用される。 |
|
| 25 | 寸法的に差し支えない荒仕上げ面 鋳物などの黒皮をとる程度の仕上げ面に使用される。 |
|
出典:山田学(2005)「図面ってどない描くねん!(初版)」
日刊工業新聞社p.100